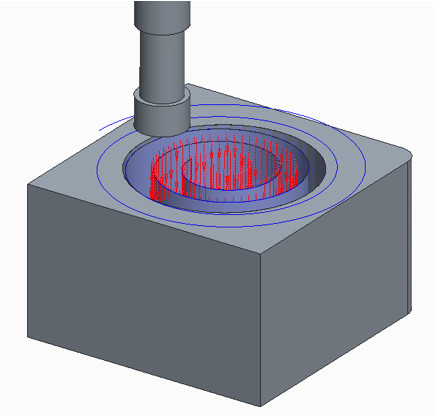
Практически во всех САМ системах существует такая стратегия обработки как «Плунжерное фрезерование». Но, как правило, существует и один недостаток: крайне сложно управлять методом сканирования. Однажды появилась идея создать цикл плунжерного фрезерования с шагом по спирали.
Таким образом, можно обеспечить постоянный сектор контакта инструмента с материалом, т.е. постоянные условия резания, кроме этого, в собственном цикле есть возможность добавить дополнительное движение – отход инструмента от материала перед его подъемом, тем самым сократив суммарное время контакта сменной пластины.
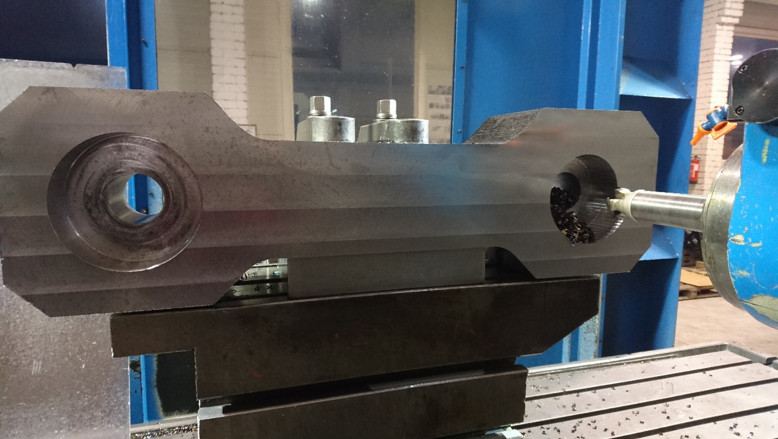
В выходные дни я встречался со своим другом, великолепным специалистом в области механообработки, который работает на предприятии «В». Я поделился с ним своей идеей по поводу плунжерного фрезерования со спиральной последовательностью погружений. «Как раз с понедельника начинаю работу, на которой можно «обкатать» эту идею» – с готовностью сообщил он.
Результаты эксперимента нас очень порадовали
Материал: Сталь 45
Диаметр выборки: 160 мм.
Диаметр отверстия: 60 мм.
Plunge ISCAR D50 Z4
Режимы резания в начале эксперимента были следующими:
Vc -157m/min (n = 1000RPM)
Fz – 0,17mm
Ap – 8mm
Ae – 35mm
Преимущества
Преимущества плунжерного фрезерования по спирали — это высокая производительность, стабильные условия резания при большом секторе эвакуации стружки.

Резюме проекта
После эксперимента получил письмо следующего содержания:
«…Выигрыш очень существенный. Могу сказать уверенно, что в 2–2,2 раза, без нервов оператора и с меньшей заменой пластин на фрезе для подчистки кармана, а это тоже немаловажно! Если бы стояла задача выбора нового станка, я бы обязательно настоял на заказе опции для такого цикла!!!».