В 2001 году на заводах компании «К» была внедрена методология 6 Sigma, как средство оптимизации производственных издержек. В начале 2000-х, я, как программист-технолог компании принимал непосредственное участие в ряде проектов по оптимизации производственных процессов. Сегодня, по прошествии немалых лет, считаю возможным поделиться подробностями одного из успешных проектов, в котором удалось использовать неожиданное решение. Но ещё более неожиданным оказался результат внедрения, а именно, экономические показатели.
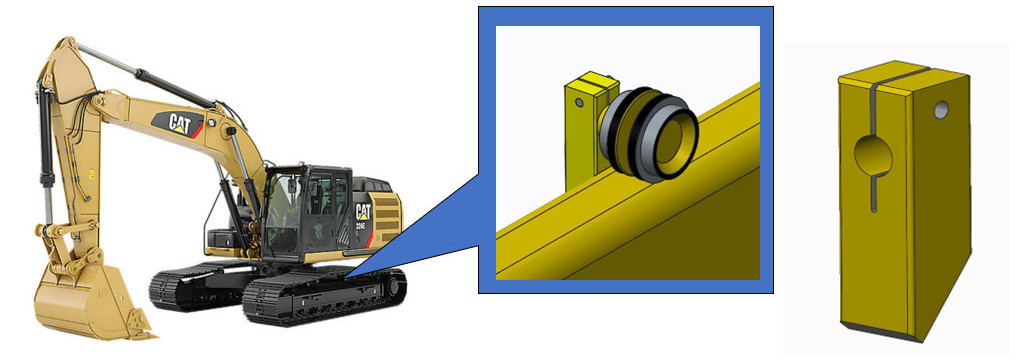
Задача – интегрировать изготовление детали Bracket в производственный процесс предприятия без приобретения дополнительного оборудования.

По причине высокой трудоемкости эта деталь не вписывалась в производственный процесс и некоторый период времени изготавливалась на партнерской производственной площадке. Важно отметить, что одной из причин такого положения дел было именно наличие очень трудоемкой операции, не свойственной серийной организации производственных процессов предприятия.
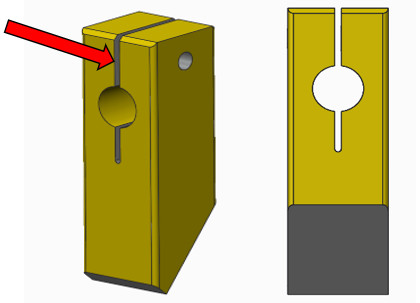
Ещё одним фактором, увеличивающим себестоимость детали, являлся материал заготовки, поэтому первым шагом наши логистики нашли замену листовому материалу и надежного поставщика. В итоге дорогостоящий лист был заменен на прокат квадратного сечения.

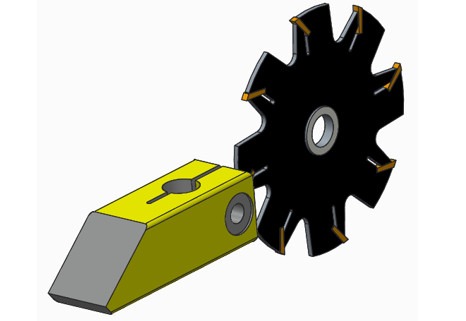
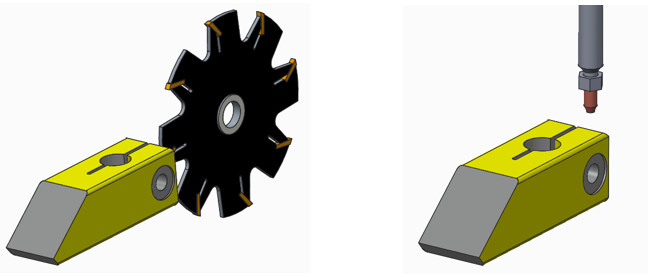
Фрезерование паза – наиболее затратная операция для этой детали
Фрезерование выполнялось двумя дисковыми фрезами со сменными пластинами, сначала меньшего диаметра, затем большего. Помимо того, что операция фрезерования занимала 40-50 минут, не маловажным фактором был применяемый дорогостоящий инструмент.
Как выяснилось, причиной выбора именно фрезерования было значение шероховатости для всех обрабатываемых поверхностей Ra 12,5, указанное на чертеже. Исходя из назначения этого паза и учитывая, что внешний вид детали от этого никак не пострадает, такие требования к шероховатости мы посчитали избыточными. К нашему удивлению, автор чертежей с легкостью согласился на внесение изменений.
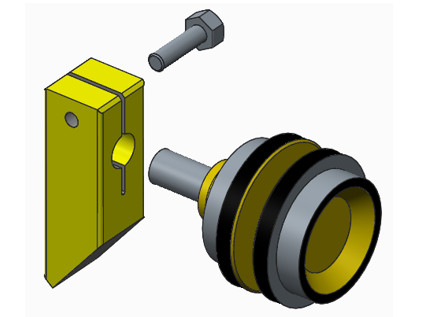
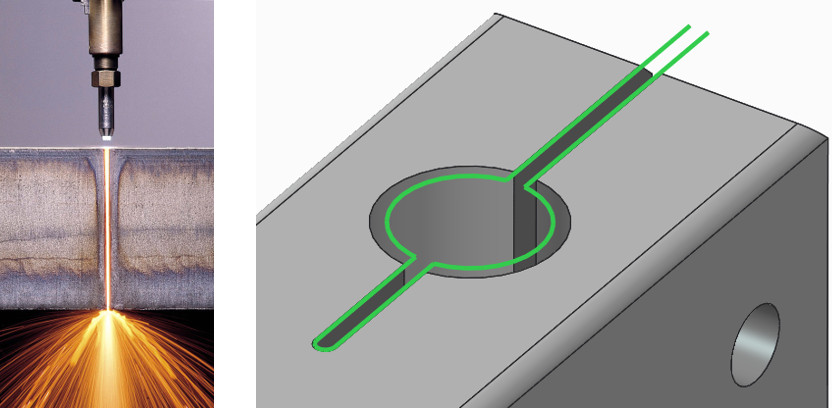
В результате, мы заменили фрезерование паза на операцию газокислородной резки.
Замена фрезерования газокислородной резкой позволила сократить время обработки с 40-50 минут до 2.5 минут. Для выполнения операции на машинах термической резки было разработано 2 приспособления, которые позволили точно устанавливать и фиксировать заготовки в двух положениях.
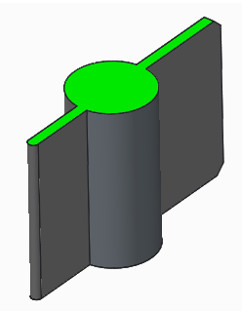
Материал, удаляемый в результате газокислородной резки.
Резюме проекта
Новый технологический процесс был протестирован и затем успешно внедрен в производство. Большой неожиданностью для всех оказался экономический эффект от столь незначительных изменений в технологии изготовления несложной детали.
Стоимость завышенных требований к шероховатости – 46 000 $ в год для одного филиала компании*.
*Компания «К» имеет около 500 подразделений в 50 странах мира.