На предприятие «А» поступило предложение изготовить очень необычный кривошип. Это была деталь, которая являлась компонентом зарубежного оборудования. На момент обращения заказать аналогичную деталь у поставщика оборудования было невозможно, так как компания была «под санкциями» Евросоюза. В результате заказчик принял решение изготовить её на предприятиях России.

Деталь оказалась непростой и с точки зрения геометрии, и с точки зрения получения конечного результата. Предприятие «А» обратилось в ИРИСОФТ с просьбой о помощи в изготовлении этого изделия.
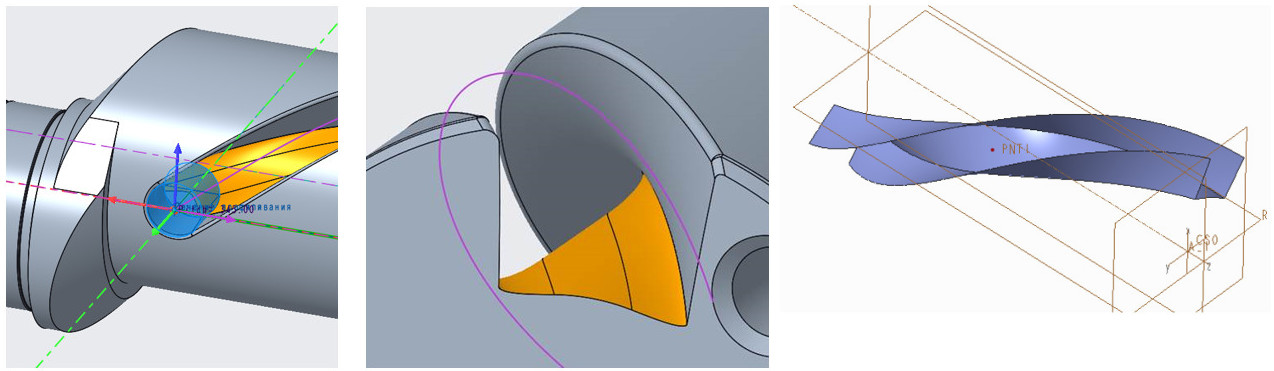
На первом этапе было необходимо получить 3D-геометрию винтового паза и согласовать её с пальцем, который должен скользить по этому пазу, обеспечивая минимальный зазор. Кроме этого, необходимо выполнить условие – эта геометрия должна быть обработана концевыми фрезами.
После моделирования винтового паза, согласованную геометрию пальца мы получили путем внешнего копирования поверхностей с последующей их доработкой.
Примечание
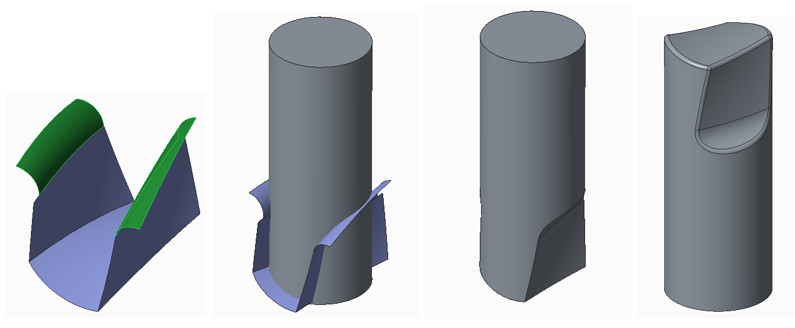
Если вы предполагаете, что геометрия винтового паза, по которому должен скользить, например круглый палец может быть получена протягиванием прямоугольного сечения, то это не так.
Заготовка должна быть подготовлена таким образом, чтобы после завершения механической обработки была возможность шлифования обоих цилиндрических поверхностей.
Было принято решение выполнить черновую и чистовую обработку кривошипа на токарно-фрезерном 5-ти осевом станке с ЧПУ.
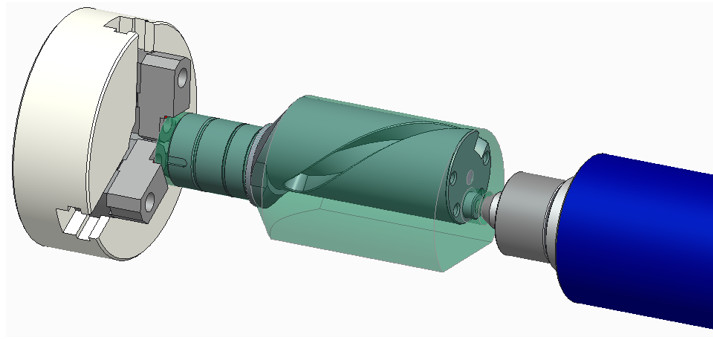
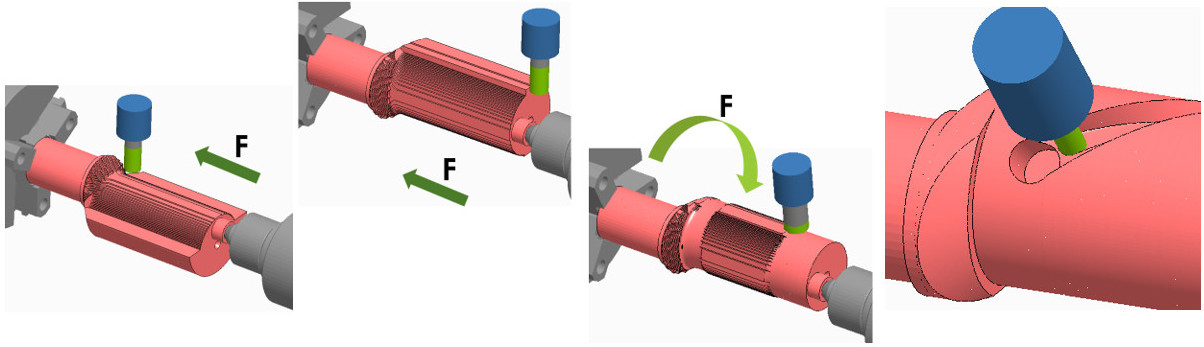
Для снижения вибраций и поперечных сил проходы при черновой обработке выполнялись вдоль оси вращения. Для чистового фрезерования эксцентрика с припуском под шлифовку мы использовали хорошо зарекомендовавший себя метод точения фрезерованием по спирали.
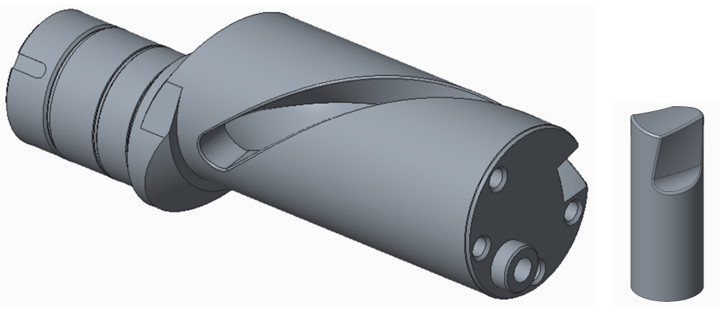
Так выглядит готовое изделие

Резюме проекта:
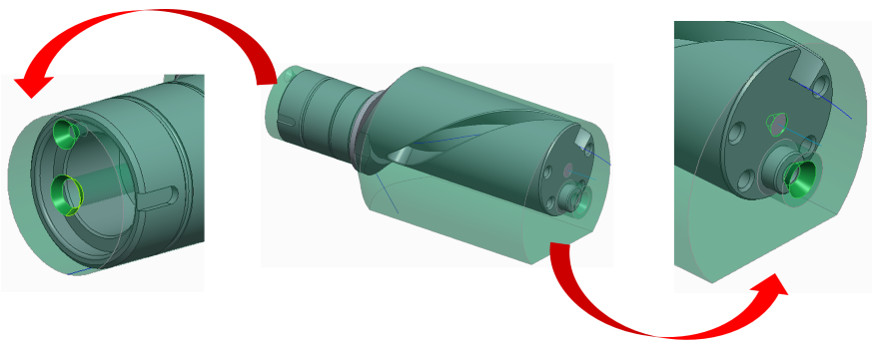
Деталь была успешно изготовлена на токарно-фрезерном 5-ти осевом станке без применения дополнительных приспособлений. Подготовленные центровые отверстия обеспечили заданную точность при выполнении шлифования цилиндрических поверхностей.