Компания «К» ориентирована на единичное и мелкосерийное производство центробежных компрессорных машин, редукторов и запасных частей к ним, для газовой, нефтяной, химической, металлургической и др. отраслей промышленностей. Предприятие непрерывно совершенствует свои технологии и продолжает освоение производства новых комплектующих деталей и узлов. Приобретение специального оборудования экономически оправдано только при больших партиях деталей. У компании «К» таких потребностей нет, и руководство предприятия обратилось в “Ирисофт” – поставщику программного обеспечения за помощью «исследовать возможность изготовления валов винтового насоса на оборудовании с ЧПУ общего назначения.
После анализа возможностей имеющегося оборудования с ЧПУ было принято решение выполнять обработку опытных образцов ведущего и ведомого валов винтового насоса на токарно-фрезерном обрабатывающем центре фирмы OKUMA(Япония) модели MULTUS B300C с УЧПУ OSP-200L.
OKUMA MULTUS B300C

Перед нами стояла задача с очень с жесткими техническими условиями: выполнить обработку на оборудовании с имеющейся комплектацией, с применением стандартного режущего инструмента, без специальных приспособлений.
Конструкторским отделом в системе Creo (Pro/Engineer), которая используется на предприятии уже несколько лет, были спроектированы винтовые пары.
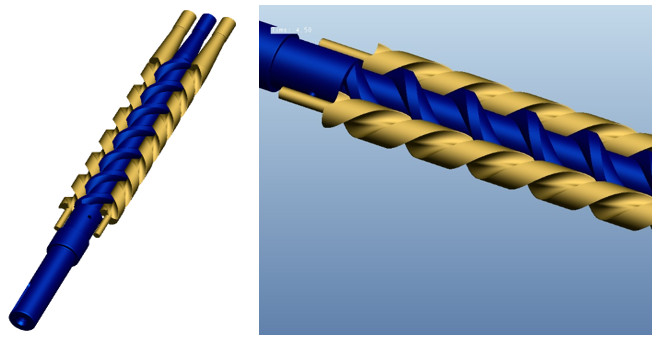
Эти электронные 3D модели и были использованы для разработки технологии и подготовки управляющих программ.
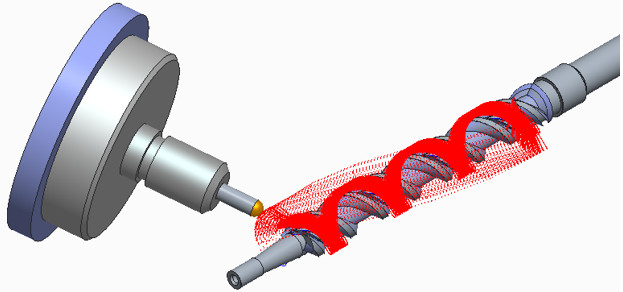
Производительная механическая обработка всегда является компромиссным решением задачи со многими неизвестными. Наибольшие силы резания и, соответственно, вибрации характерны для черновой обработки. Самым производительным методом чернового фрезерования в данном случае показали себя однонаправленные проходы сферической фрезой в сторону шпинделя с отрицательным углом атаки.
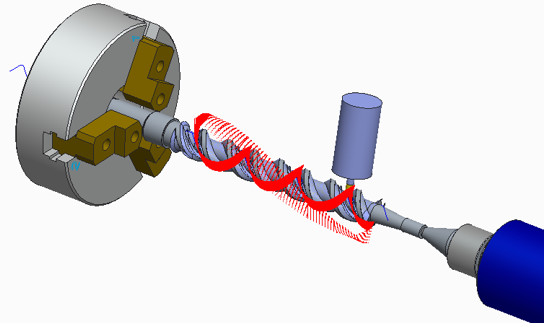
Получистовая и чистовая обработка – это компромисс между скоростью обработки и шероховатостью получаемой поверхности, в котором фактором управления процессом является также такой параметр как припуск.
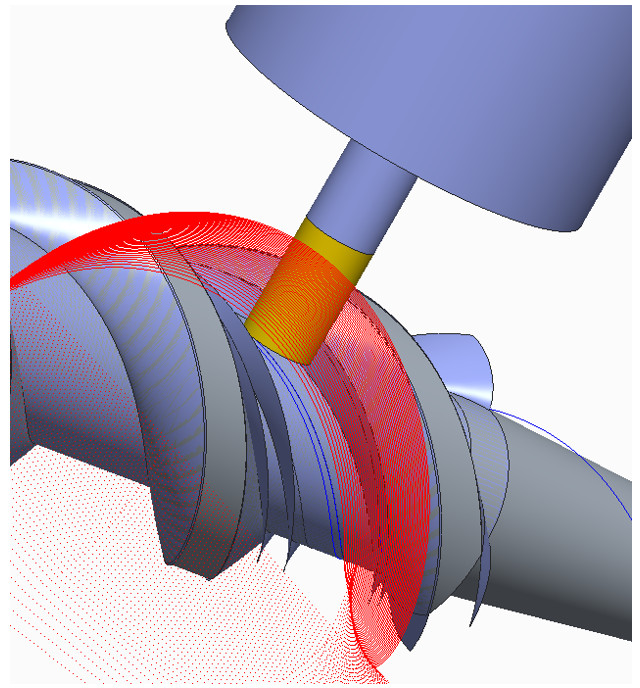
Чистовая обработка эвольвентной поверхности ведущего вала
Основные трудности состояли в обеспечении таких условий работы режущего инструмента, чтобы они не вызывали вибраций. В противном случае добиться необходимой шероховатости поверхности не представляется возможным.
Например, внутренний диаметр ведомого винта составляет всего 10 мм при длине 476 мм. Обработка таких длинномерных деталей без применения люнета является крайне затруднительной.

Резюме проекта
Принципиальные технологические подходы были найдены на двух комплектах заготовок (ведущий и ведомый валы) и одобрены руководством предприятия. В дальнейшем предстояла работа по совершенствованию механообработки, оптимизации припусков и режимов резания с целью получения наилучшего результата и доведения технологии изготовления до серийных требований.