Можно ли качественно изготовить эвольвентное зубчатое зацепление, если у вас нет специального оборудования и режущего инструмента?
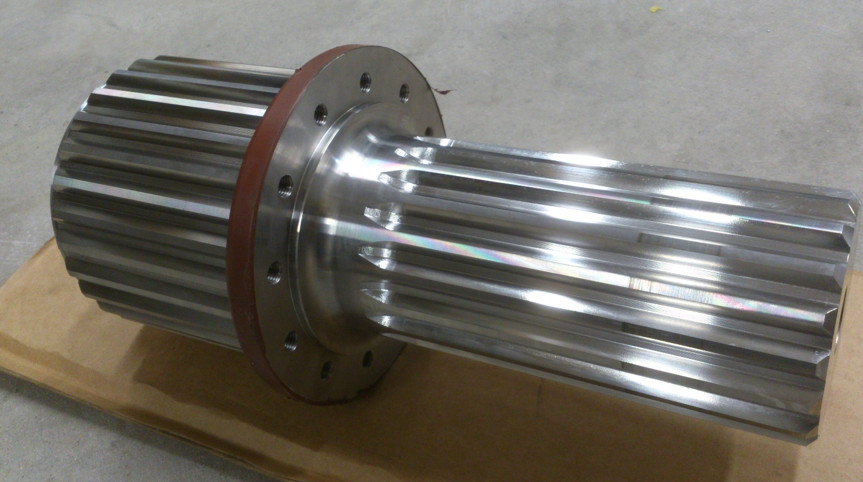
На предприятие «B» обратился заказчик с просьбой срочного изготовления шлицевого вала. Специализированные компании обычно загружены серийной продукцией, поэтому предложенные ими сроки изготовления заказчика не устраивали, поскольку одно из важнейших требований – минимальные сроки изготовления, т.к. из-за поломки этого вала простаивало дорогостоящее оборудование, приносящее основную прибыль компании.
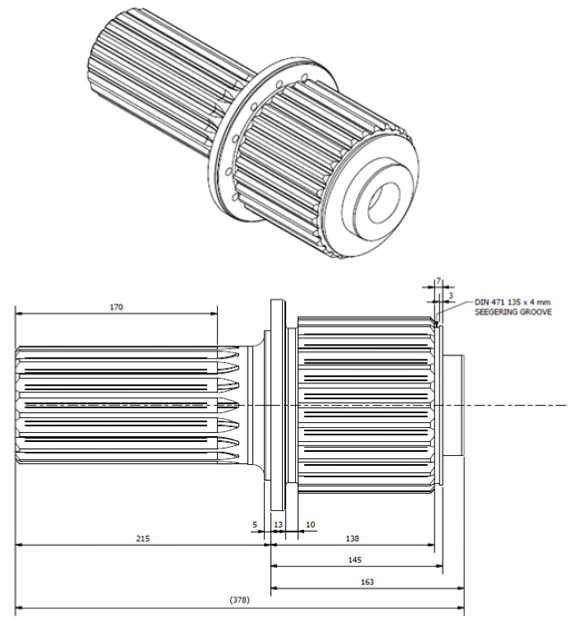
Из-за особенностей геометрии вала обработка всех зубчатых венцов модульной дисковой фрезой невозможна. Сроки поставки концевых модульных фрез оказались неприемлемы.

Все усилия по поиску решения были направлены на то, чтобы найти способ обработки, позволяющий применить только стандартный концевой режущий инструмент. В результате было найдено вот такое решение:
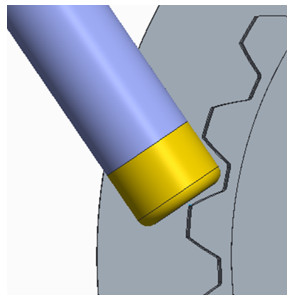
Черновое фрезерование профиля продольными проходами
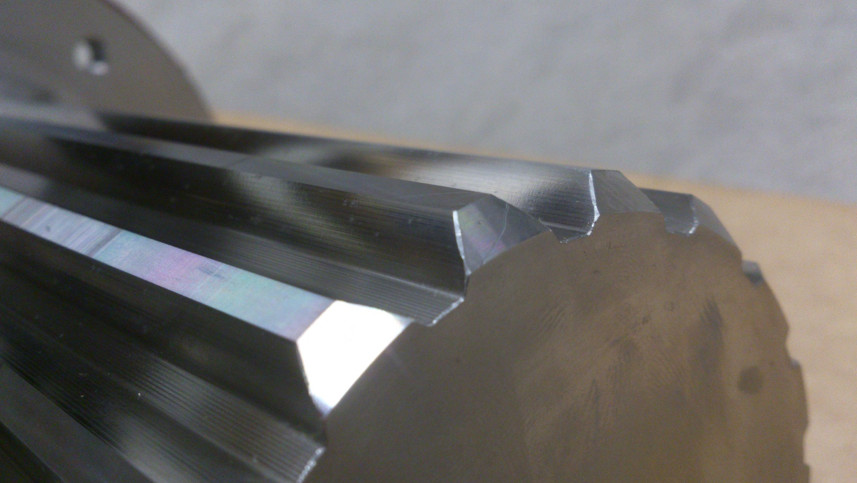
Чистовое фрезерование продольными проходами по профилю эвольвенты.
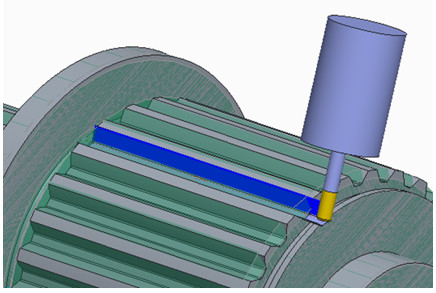
Для чистового фрезерования был использован инструмент, имеющийся на складе.

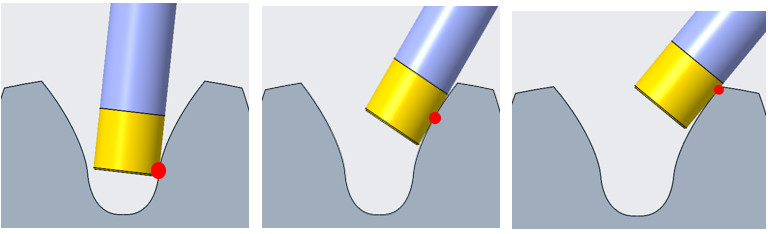
Равномерно распределить износ инструмента по всей длине режущей кромки
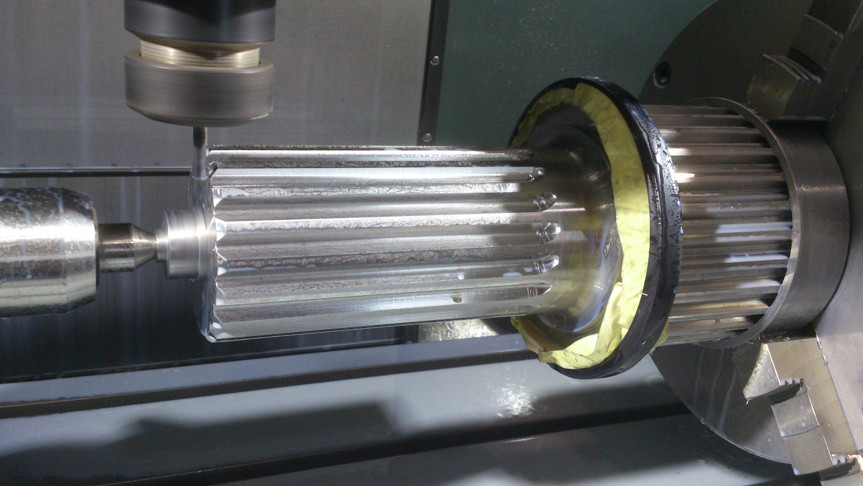
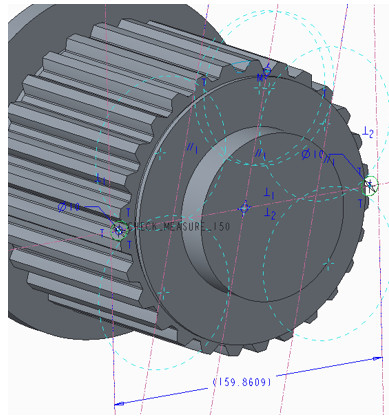
Путь инструмента при чистовой обработке достаточно длинный и износ режущей кромки при этом неизбежен. Так как замена инструмента в процессе чистовой обработки может привести к скачкообразному изменению точности, специалистами ИРИСОФТ был найден способ выполнить чистовую обработку одним инструментом с сохранением приемлемого состояния режущей кромки. В Creo Parametric была разработана управляющая программа, способная в процессе обработки изменять точку контакта инструмента с профилем.
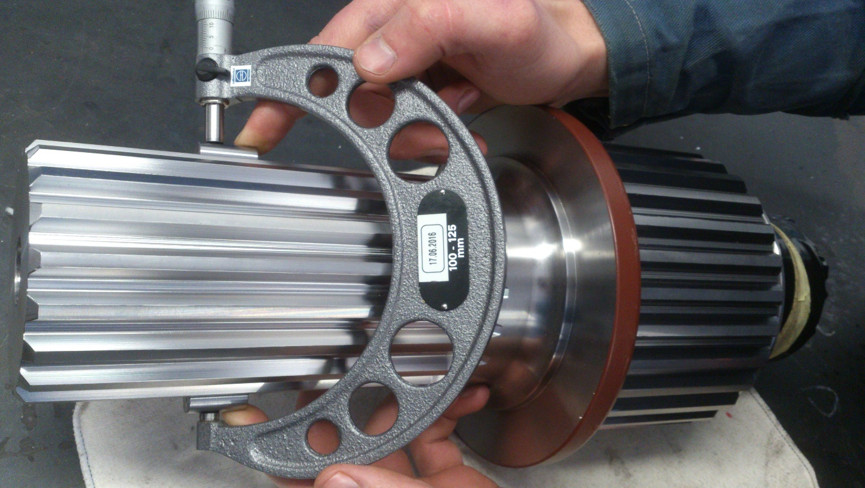
Контрольные измерения показали полное соответствие заданным размерам.
Резюме проекта:
Заказчик получил готовое изделие высокого качества в кратчайшие сроки. В течение 4-х суток было изготовлено четыре комплекта деталей.