Аддитивное производство позволяет создавать крупные и сложные детали свободной формы из металлического порошка. Однако, не следует пропускать этап имитационного моделирования, иначе на изготовление детали потребуется больше времени и денег, чем планировалось. Одна из причин — физическое явление сжатия. При охлаждении порошка, сжатие может разрушить напечатанное изделие что зависит от геометрии и механики сплошной среды. В этой статье мы поговорим о трех частых нежелательных результатах, возникающих в ходе 3D-печати вследствие сжатия, которых можно легко избежать путем выполнения имитационного моделирования перед началом производства.
Столкновение с печатающим устройством
В 3D-печати по металлу, толщина печатного слоя составляет от 20 до 200 мкм. Поэтому, деформация одного слоя обычно не влияет на нанесение следующего. Тем не менее, деталь состоит из тысяч слоев и малые деформации могут складываться. Фактически, они могут становиться больше, чем размеры одного слоя. При возникновении таких деформаций в направлении нанесения слоев, вследствие слабой фиксации региона или ее отсутствия, печатающее устройство столкнуться с деталью при нанесении следующего слоя порошка. Если это произойдет, то потребуется перезапускать работу, повысив фиксацию этого региона, на что тратится время и материалы.
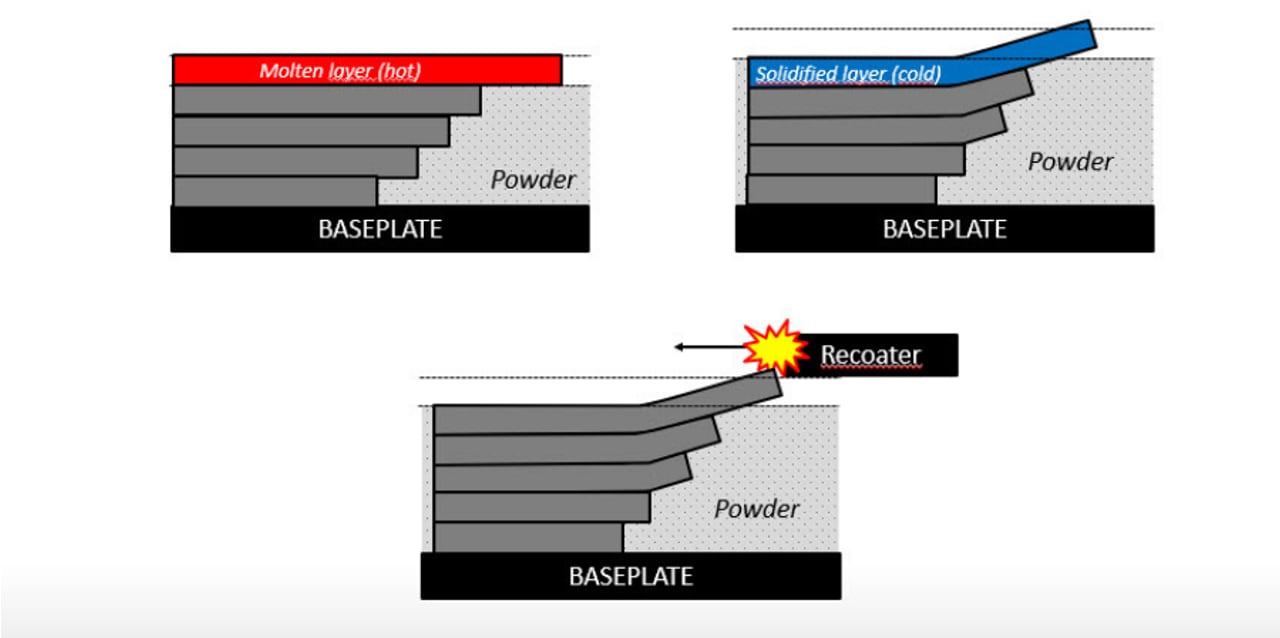
Изображение: Деформация нижних слоев приводит к столкновению с печатающим устройством (Recoater).
Трещины
В крупные деталях на лотке могут образовываться трещины, как в структуре поддержки, так и в самой детали. Это обычно происходит в таких областях, как углы, где присутствуют большие пластические деформации, приводящие к разрушению материала. Если такое происходит, сжатие от новых слоев, наносимых поверх трещины может привести к серьезным искривлениям, так как механических связей больше нет. Дальнейшее образование трещин могло бы даже привести к образованию еще более неопределенных форм, которые в свою очередь могли бы снова привести к столкновениям с печатающим устройством (особенно в областях, которые выступают из порошкового ложа).
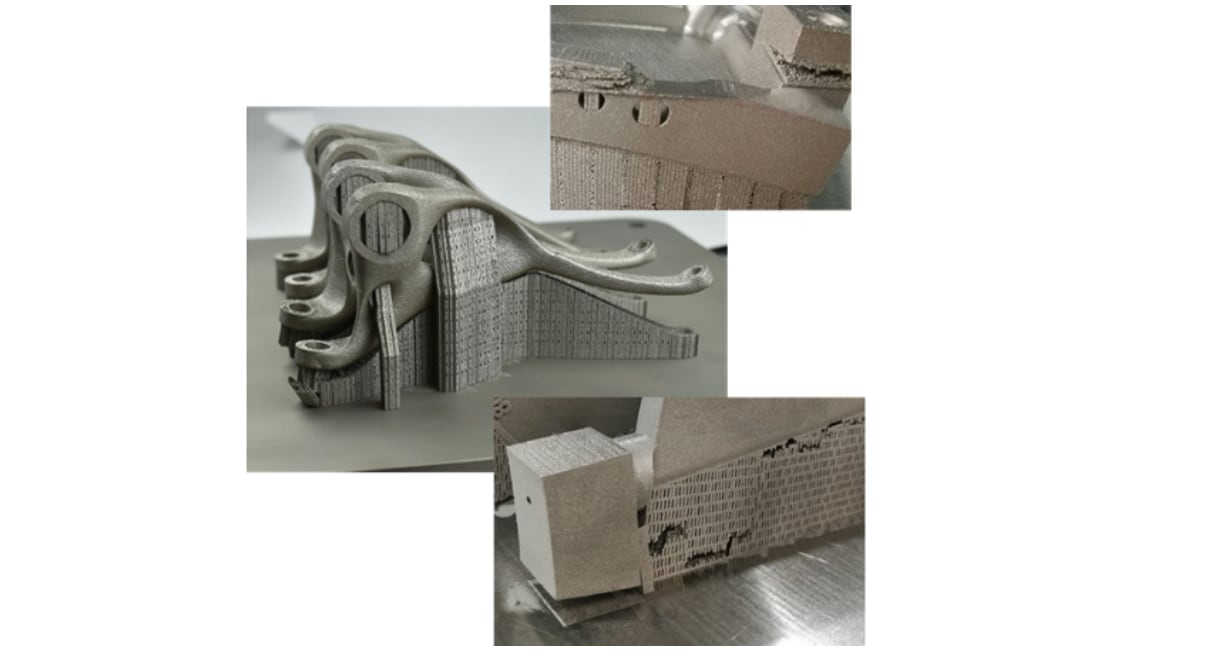
Изображение: Растрескивание и расслоение могут произойти в таких областях, как углы, где присутствуют очень большие пластические напряжения.
Деформированные и непригодные к использованию детали
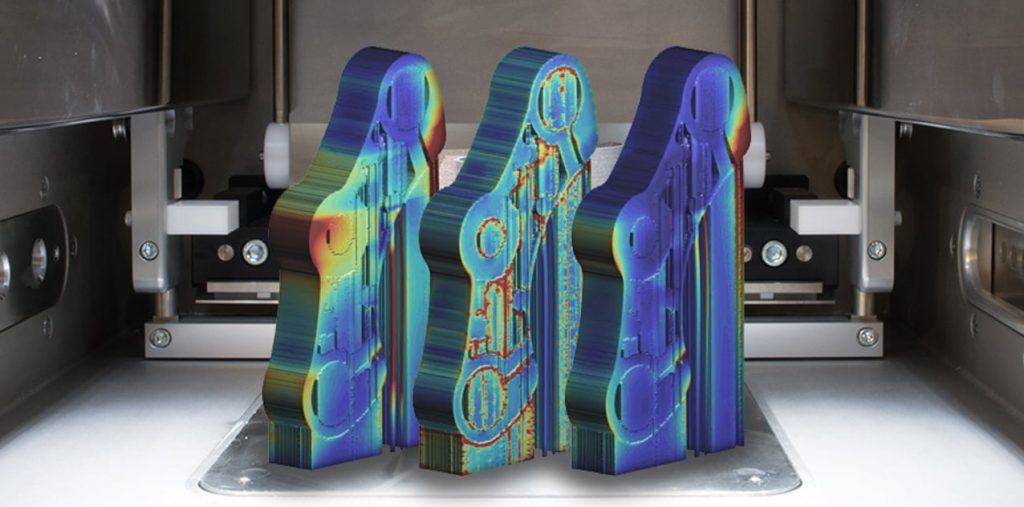
Говоря о неправильных формах, можно отметить, что сама деталь может иметь неприемлемые деформации. Хотя разрешение печати и ниже 100 мкм, возникающие в ходе этого процесса деформации могут быть гораздо выше вследствие воздействия законов механики сплошной среды на печатаемые объекты. Эта проблема может оказаться еще хуже для геометрий, которые имеют эффект пружинного возврата из-за релаксации напряжений во время вырезания из пластины для печати (build plate). В зависимости от размера и материала детали, могут возникнуть отклонения в диапазоне несколько сантиметров, что может сделать дальнейшее использование детали невозможным. К счастью, все эти проблемы решаемы. Можно избежать столкновения с печатающим устройством, образования трещин и компенсации деформаций путем применения средств имитационного моделирования, которые могут рассчитать деформации до печати детали.

Изображение: Непредвиденные деформации возникают по различным причинам.
Бесплатно попробуйте Amphyon for Creo 7.0
Уже доступен подключаемый модуль Amphyon для Creo от Additive Works для выполнения моделирования 3D-печати по металлу. Моделирование может проводиться как часть подготовки к печати в лотке, а предварительно деформированные модели будут автоматически заменять аддитивное производство с формой, близкой к заданной. Заполнив представленную ниже форму мы предоставим Вам возможность попробовать этот модуль в деле совершенно бесплатно:
[wpforms id=”11247″]

Автор статьи Кэт Маклинток (Cat McClintock) при участии Нильс Келлер (Nils Keller) и Additive Works. Перевод и русская адаптация ГК ИРИСОФТ